











ge**********el
ib***********er
ro*****94
ac****er
Caractéristiques
Description
KSGER – Mini Station de soudage T12 STM32 V3.1S OLED, poignée en alliage d'aluminium, porte-outils électriques, veille automatique, pointes de fer T12
Remarque : nous avons remplacé la puce de la station de soudage par MM32 à partir du 1/12/2021. Mais ce sera le même firmware et la même fonction avec STM32, alors ne vous inquiétez pas.
Tous les ensembles n'ont pas de chargeur d'alimentation, vous ne recevrez donc pas de chargeur d'alimentation.
Note:
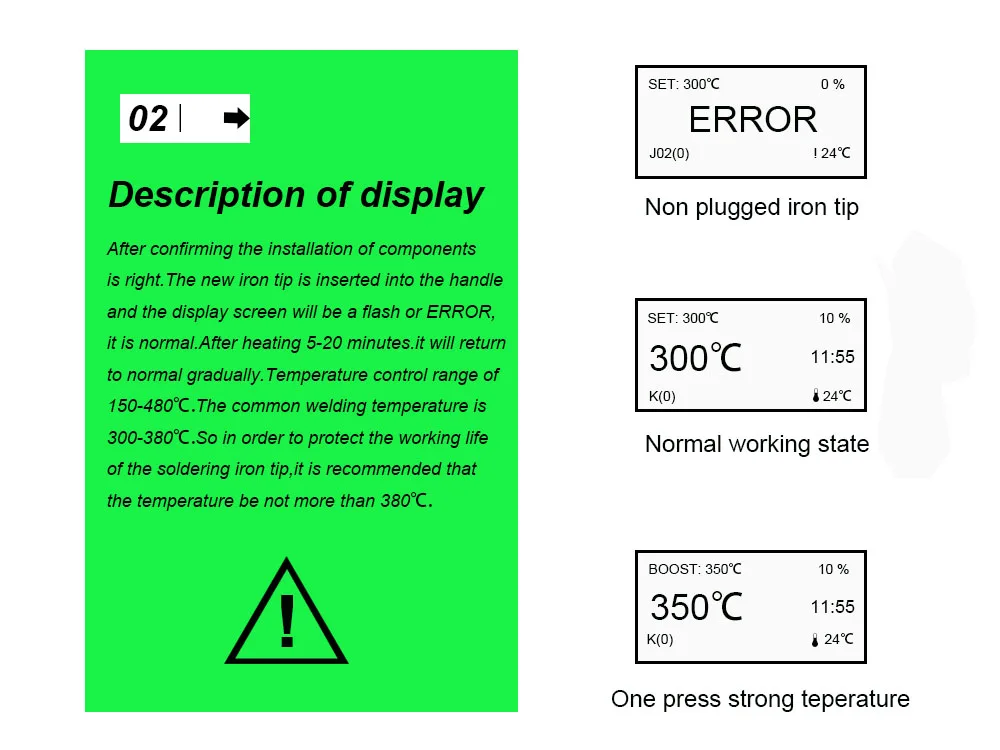
La pointe du fer ne fonctionne pas en continu à haute température, le travail à haute température est facile à endommager la pointe ! Le point de fusion de la soudure ordinaire est de 183 °C, le point de fusion de la soudure sans plomb est de 227 °C, généralement la température de soudage est de 300 à 380 °C, 380 °C est la température de la ligne de démarcation, supérieure à 380 °C, tête de fer. l'oxydation et la perte sont extrêmement rapides, affectent sérieusement la durée de vie du noyau chauffant. L'affichage de la température supérieure à 380 °C sera battant, plus la température est élevée, plus le battement est important !Recommandé dans les 300-380 °C pour les travaux de soudage, la plupart des le travail peut être effectué, la température battante est normale, n'affecte pas l'utilisation ! Le fer à souder utilisé dans cette station de soudage est une toute nouvelle panne de fer à souder. En raison de la résistance instable de la nouvelle panne du fer à souder, la température sautera ou ERREUR, ce qui est normal. Après plusieurs utilisations, la stabilité se stabilisera progressivement. Si cela vous dérange, n'achetez pas
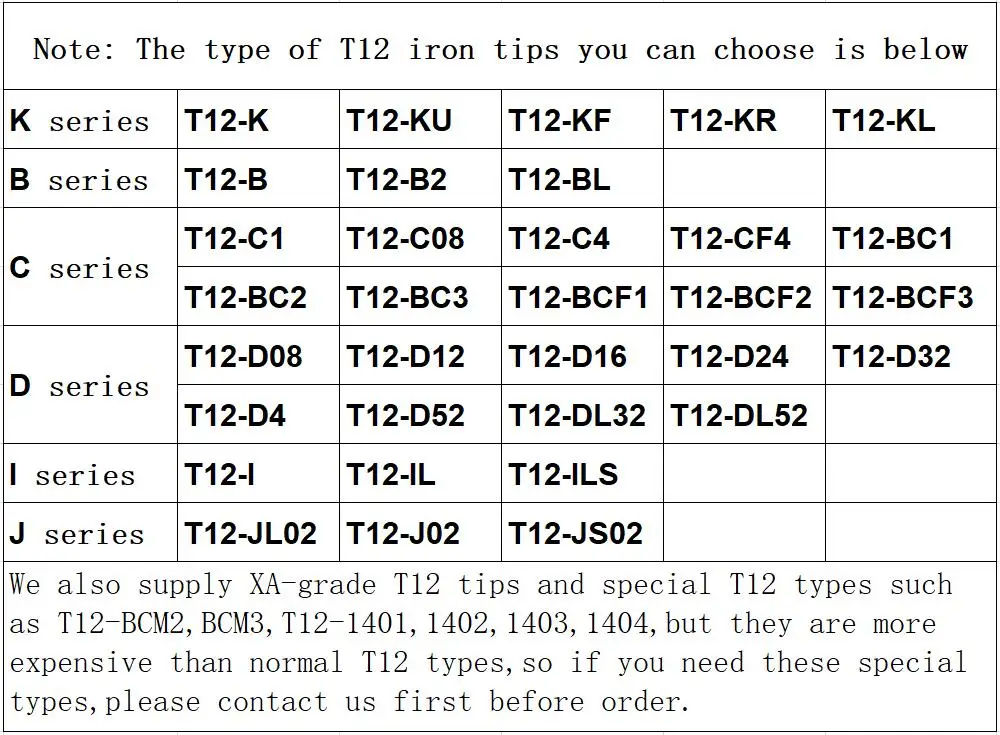
Si vous n'avez pas besoin d'embouts T12 par défaut, vous choisissez également d'autres types dans la liste ci-dessous :









Concernant le problème que la température affichée sur la station de soudage ne correspond pas à la température réelle :
Veuillez utiliser le testeur de température de la pointe du fer à souder (veuillez ne pas utiliser de multimètre) pour tester la température. Lorsque la station de soudage fonctionne à basse température (moins de 280 degrés),la température affichée sur la station de soudage et la température réelle de la panne du fer à souder sont uniquement à titre de référence, ce qui n'est pas précis car elles sont affectées par l'environnement. L'environnement environnant évacuera la chaleur, ce qui entraînera une perte de chaleur de la panne du fer à souder. Si vous utilisez un thermomètre à pointe HB, veuillez vous assurer que la pointe du fer à souder est suspendue au centre de la ligne de détection de température. Si vous êtes très strict en matière de température, n'achetez pas cette station de soudage.
Le problème est que le fil d’étain ne peut pas fondre à 227 degrés.
Le point de fusion est le point de fusion de la substance elle-même. Lorsque la température de la substance atteint le point de fusion de la substance, il est possible que la substance ne puisse pas fondre. Par exemple, le point de fusion et le point de congélation de la glace sont tous deux de 0 degré Celsius, et l’eau ne gèle pas nécessairement à 0 degré Celsius. Étant donné que la température de la substance est affectée par l'environnement, le point de fusion réel du fil d'étain est supérieur au point de fusion indiqué par le fil d'étain. Si le fil est placé dans un four à étain thermostaté à 226 degrés Celsius, il est possible de fondre dans un four à étain scellé. S'il est enroulé autour de la panne du fer à souder, il est impossible de fondre. Parce qu'il y a un espace entre les fils d'étain et que la station de soudage a une différence de température, le fer à souder perdra de la chaleur lorsqu'il chauffera et l'air ambiant absorbera également de la chaleur. Le point de fusion du fil sans plomb est de 227 degrés Celsius et la température ambiante est basse en hiver. Dans le cadre du calibrage de la température de la station de soudage, il convient d'augmenter d'au moins 50 degrés Celsius pour compenser la chaleur absorbée par l'air, afin que la chaleur du fil lui-même puisse être augmentée à 228 degrés Celsius.
À propos du sillage de la poignée
Veuillez comprendre attentivement le principe de fonctionnement du commutateur de vibration dans la poignée. L'interrupteur à gâchette à bille intégré à la poignée, le sens de montage de l'interrupteur à bille et le sens de roulement de la bille à l'intérieur de l'interrupteur à bille doivent faire vibrer la poignée lorsque la direction de la poignée est cohérente. Par exemple, lorsque la poignée est verticale, veuillez déplacer la poignée de haut en bas. Lorsque vous faites pivoter la poignée de haut en bas, assurez-vous que la balle à l'intérieur de la poignée peut déclencher le mode de réveil SW et que la force doit être légèrement plus grande. Lorsque la poignée est placée horizontalement, veuillez la faire pivoter vers la gauche et la droite. Veuillez faire pivoter la poignée à un angle supérieur à 30 degrés, afin que la balle à l'intérieur de la poignée puisse déclencher le mode de réveil SW.
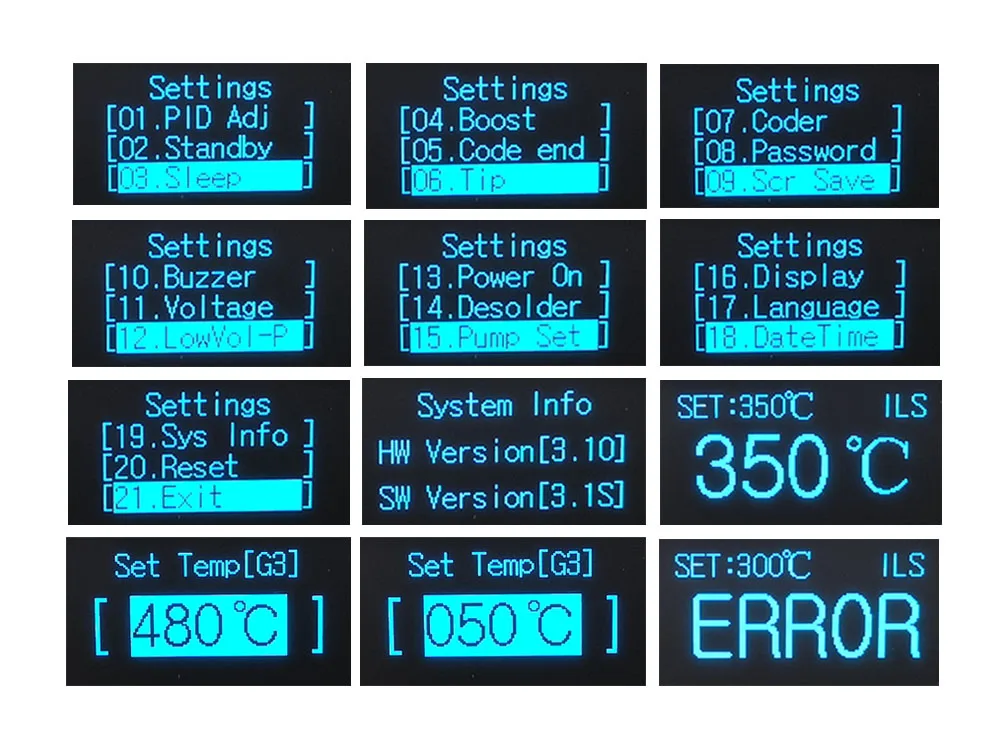
À propos de la station de soudage affichant ERREUR
Si l'ERREUR s'affiche, la poignée ou l'embout n'est pas installé correctement. Veuillez utiliser une paire de pinces pour pousser la pointe dans la partie la plus intérieure de la poignée. Essayez ensuite de faire tourner la pointe pour vous assurer que la languette de la pointe est bien connectée à la languette intérieure de la poignée. Si ERREUR s'affiche toujours et que le voyant est toujours allumé lorsque l'embout ou la poignée est installé, veuillez nous contacter pour obtenir une solution. Nous encourageons les acheteurs à communiquer avec nous pour résoudre tout problème. Nous ferons de notre mieux pour chaque acheteur.
KSGER T12 Mini Station de soudage STM32 V3.1S OLED bricolage poignée en alliage d'aluminium porte-outils électriques veille automatique T12 fer Ti
Color: Set include
































































































