je****63
mi*****52
mc*********is
mo****12
Charakterystyka
Opis
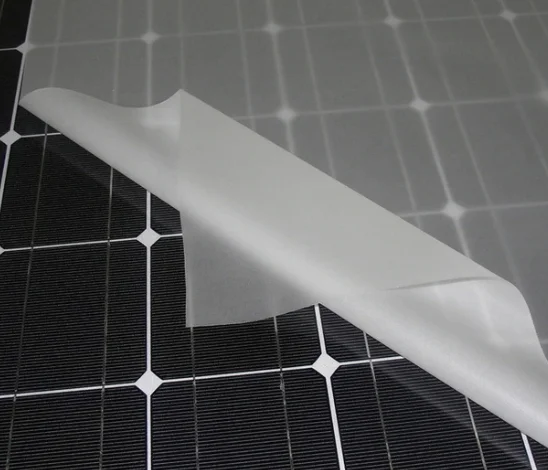
SŁONECZNA FOLIA EVA
(Enkapsulacja o wysokiej transmisji i odporności na promieniowanie UV)






Etapy laminowania
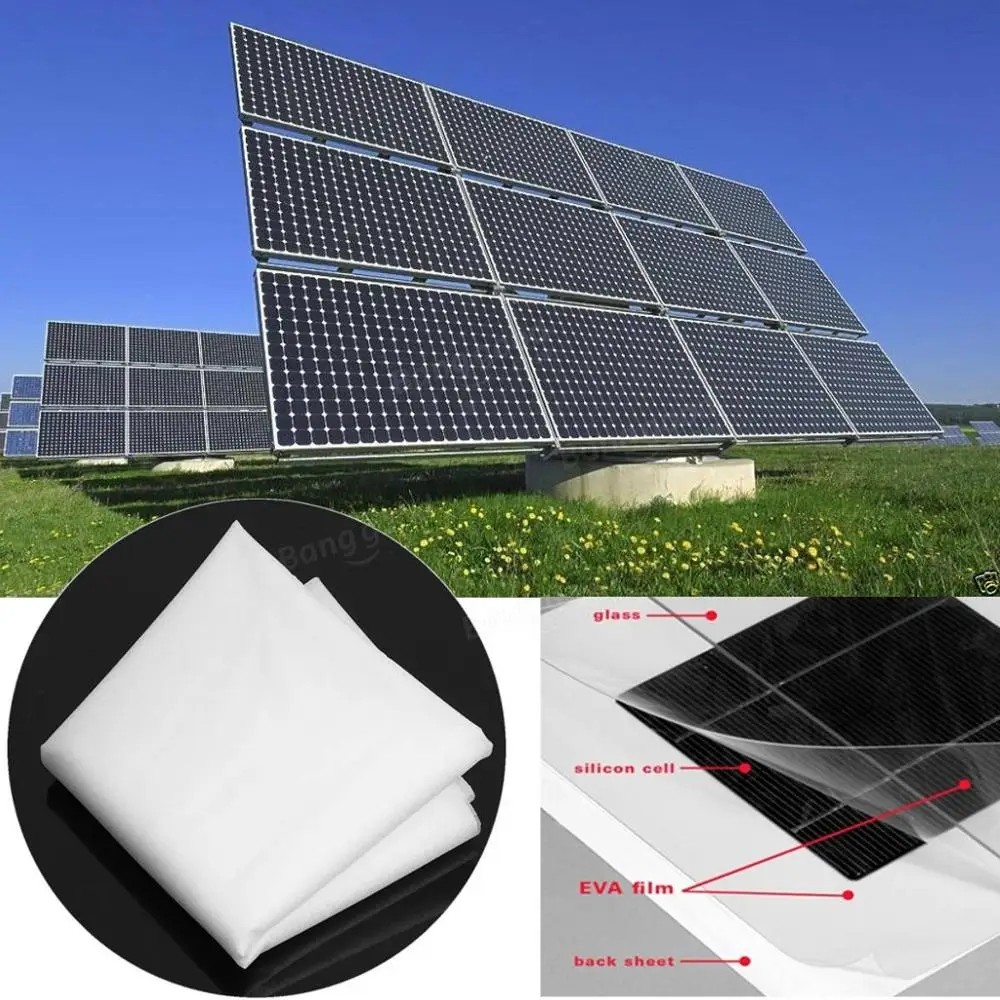
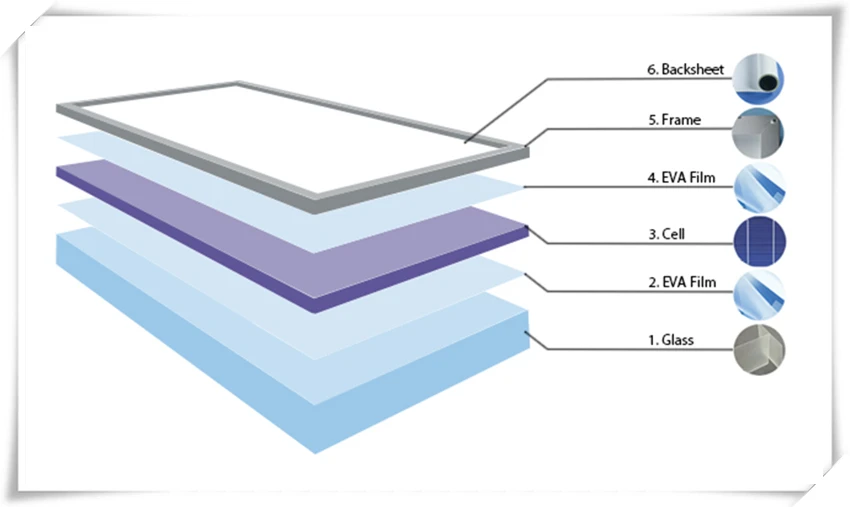
Laminowanie: laminuj kolejno szkło, folię EVA, połączone ogniwa krzemowe, folię EVA, folię tylną TPT.
Pompowanie próżniowe: Umieść powyżej laminowane elementy w dolnym pomieszczeniu podwójnej prasy próżniowej. Następnie górne i dolne pomieszczenie są odkurzane synchronicznie przez około 6 minut.
Ogrzewanie: w górnym i dolnym pomieszczeniu utrzymywana jest próżnia, w międzyczasie podgrzewane są laminowane elementy.
Prasa: Elementy laminowane są podgrzewane w temperaturze 135°C–140°C, w górnym pomieszczeniu następuje anulowanie próżni i powrót do ciśnienia atmosferycznego. W tym czasie w dolnym pomieszczeniu nadal utrzymywana jest próżnia, to znaczy w górnym pomieszczeniu naciskane są laminowane elementy dolnego pomieszczenia.
Utwardzanie: Utwardzanie izotermiczne w temperaturze utwardzania.
Chłodzenie i kadrowanie: Po utwardzaniu izotermicznym należy zlikwidować próżnię w dolnym pomieszczeniu, otworzyć górną część prasy i wyjąć laminowane moduły. Następnie odetnij dodatkową warstwę pianki EVA z krawędzi laminacji kompozytowej. Ponadto uszczelnij ramę i wyposaż skrzynkę zaciskową, a na koniec zmontuj moduły PV.